Precision Tube or Structural Hollow Sections: What’s the difference?
When ordering materials for your fabrication projects, you’ll often encounter a variety of light wall tubular products that may appear to be close substitutes at first glance.
However, these products differ significantly in several key aspects, including their intended end use, base material and the specific manufacturing standards they meet. Understanding these differences is crucial for selecting the right material for your project.
We’ve whittled some of these differences down to two key factors that highlight application-specific differences and the trade-offs associated with each product option. To stay as concise as possible, we have focused on cold-formed mild steel and non-galvanised products.
1. Base Material:
Precision Tube, manufactured by Industrial Tube Manufacturing, uses Australian-made cold-rolled, close annealed (CRCA) mild steel strip, which provides uniform thickness and a smooth, imperfection-free, bright surface.
The base material has a yield strength of 160-200 MPa, indicating the onset of permanent deformation, and an elongation of 42-43%, representing the stretch from the original length to the point of failure. This material, along with the formed tube, exhibits a low yield ratio, resulting in a significant gap between the yield and fracture points. This provides excellent forming ability while retaining sufficient rigidity in the formed profile for weight-bearing applications such as furniture. The steel’s low carbon content and the flat, uniform finish achieved through cold rolling enhance the cosmetic quality of the weld for the fabricator. Its smooth surface makes it ideal for most industrial coating processes, including painting, powder coating, electroplating, chrome plating, and hot-dip galvanising. Additionally, our input material is specifically ordered with controlled Si levels (<0.03%) and a combined Si+2.5P level (<0.04%) to ensure a consistent appearance during batch hot-dip galvanising.
Further information here on the various products we form our Precision Tube from.
Structural Hollow Sections use a hot-rolled base material with a wider thickness tolerance than CRCA base material and typically a different base material chemistry to prioritise the yield strength. The yield ratio is much higher, giving a lower period of yield before fracture in the formed profile. Additionally, the base material for NB Pipe (CHS) usually has a high carbon-manganese content, increasing the hardness and grain size and decreasing comparative weldability. The uncoated product is a ‘black’ mill finish with mill scale (iron oxides) and is often painted/primed during the pipe milling process. If powder-coating or applying other coatings, mill scale and primer will need to be chemically stripped, blasted or tumbled (finished parts),adding additional cost that may not be apparent in the upfront price point.
2. Manufacturing Tolerances:
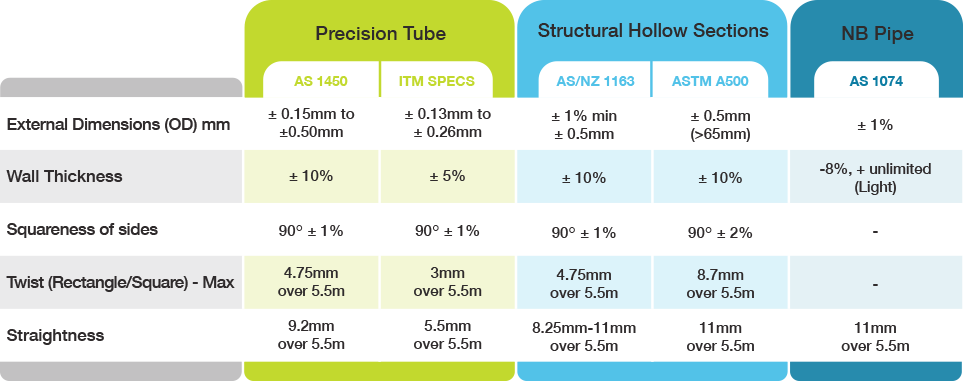
The tolerances for various products commonly sold in Australia and New Zealand are listed below (Table 1). Industrial Tube Manufacturing produces tube in compliance with AS 1450 – Steel Tubes for Mechanical Purposes.
Additionally, we exceed this standard, producing to the tighter requirements demanded by our customers and also adhering to the more stringent EN 10305-3 standard – Steel Tubes for Precision Applications.
Precision Tube offers superior cosmetic qualities, with specific requirements for final tolerances, small corner radii, and surface finish quality. This level of precision necessitates meticulous attention to roll maintenance and polishing, weld position and weld upset removal, as well as final sizing, straightness, and twist. Given that Precision Tube often undergoes significant stress from bending, forming, flattening, flaring, and swaging, the correct specification of the finished tube is essential.
We control the internal weld height and position to meet specific customer requirements using measurement plugs, ensuring suitability and consistency for repeat manufacturing processes such as mandrel bending, tube punching, and telescoping. Additionally, with the rapid adoption of 3D (5-axis) tube laser cutting, robotic welding, and other automated value-added processes, the dimensional accuracy and consistency of input materials have become increasingly important for ensuring repeatable results. This makes Precision Tube an ideal partner for automated and CNC-controlled processing.
Structural Hollow Sections usually fall under AS/NZS 1163 or ASTM A500 for products sold in our market, with specific requirements and implications for structural integrity and performance. These standards dictate the steel composition and yield strength, which are line marked under AS/NZS 1163 with C250, C350 or C450. Typical structural and heavy engineering applications do not prioritise high surface quality or precise dimensional tolerances, so these aspects are not emphasised during the milling process. The finished product typically has a central weld position, and an imprecise weld scarfing setup on the mill often creates an indentation in the weld area. Additionally, metal pickup and surface blemishes from the milling process can become visible when applying coatings.
(Table 1)
Notes: Industrial Tube Manufacturing (ITM) Specification is 0.13mm from 9.5-50.8mm. Thickness tolerance is for CR under AS/NZS 1365.
NB Pipe under AS/NZS 1074 has a reticulation aspect but is often used for general fabrication, therefore is included here.