Industrial Tube Manufacturing: Our bright-annealing process
Industrial Tube Manufacturing offers in-house furnace annealing treatment for austenitic stainless tube to standards ASTM A249 and A269. We can accommodate tube from 6.35-76.2mm in diameter, in thicknesses from 0.9-2.5mm and up to 20m lengths.
Annealing is performed to reduce the hardness of the formed, work hardened, tube and normalise the heat affected zone of the weld area. Ductility and formability are improved for bending, hydroforming and other types of tube manipulation. The weld zone microstructure is normalised in-line with the base material, reducing any inconsistencies across the tube and improving mechanical properties. This normalisation also increases corrosion resistance. The annealing process ensures conformance with the heat treatment requirements of ASTM A249 and A269 and calculation of design pressure ratings to AS 4041-2006.
ASTM A249 and A269 both require that “all material shall be furnished in the heat treated condition”.
Heat treatment is annealing (also referred to as solution treatment or solution annealing). ASTM A249 requires that the weld area on the formed tube is cold worked prior to heat treatment. In practice, annealing is not a common requirement for Food or Sanitary process applications, which typically specific AS 1528.1, unless the tube requires significant bending or flaring.
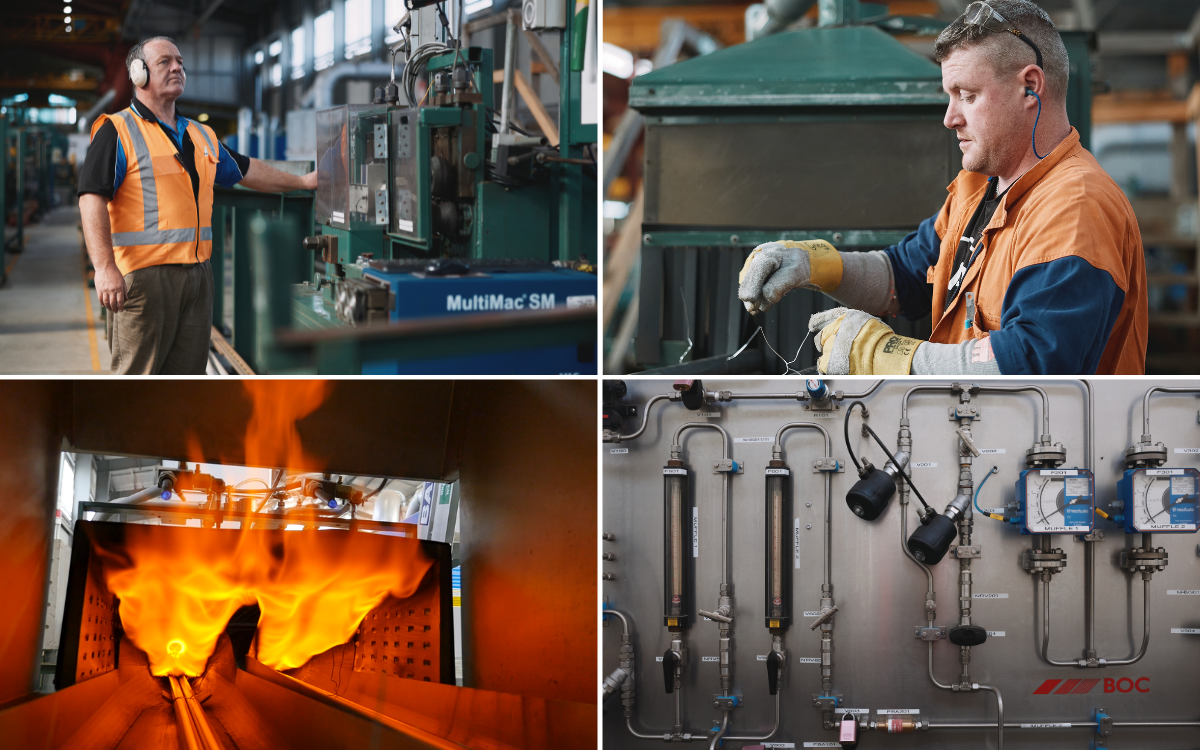
Industrial Tube Manufacturing’s process is through an off-line natural gas oven with hydrogen and nitrogen purge, run at 1065°C. A continuous conveyor system takes the tube through the oven and the tube is then rapidly cooled as the muffle continues through an aerated water bath. The tube is then put through a further straightening process, is eddy-current tested (full 360° testing), cut to length within the specified tolerance, then line marked. Tube is normally supplied in a bright-annealed condition, although bright-polished is an optional finish. This process has several advantages over in-line annealing for steels such as 304L and 316L that have a higher nickel and molybdenum content, requiring a longer period at temperature to homogenise correctly.
Applications include boilers, superheaters, heat exchangers, condenser systems, pressure equipment to transfer heat and some hydraulic applications.
Key advantages of Industrial Tube Manufacturing’s welded and annealed tube over seamless are local manufacturing, custom lengths, high precision in diameter and thickness and consistent concentricity. As welded and annealed stainless steel tube is suitable for many applications where seamless tube is currently specified, there is potential for significant time savings due to the short, local, supply chain.